��
��



| ԭ�����ߺ͜y���������@ô��N��в������֣�Ҳ��֪����ô�� |
| ��Դ�����c������2874�Ρ����r�g��2019/9/24 10:40:51 |
���x ԭ�����ߺ͜y���������@ô��N��в������֣�Ҳ��֪����ô�á�����ゃ��������� һ���y�����ߵķ�� �y��������һ�N���й̶��ΑB�����ԏͬF���ṩһ���������֪��ֵ�����ߡ�����;�IJ�ͬ���߿ɷ֞������ 1����ֵ���� ֻ���w�Fһ����һ��ֵ�����ߡ����Á�У�����{�������y����������˜����c���y��ֱ���M�б��^�������K���Ƕ����K�ȡ� 2����ֵ���� ���w�Fһ�Mͬ���ֵ�����ߡ�ͬ����У�����{�������y����������˜����c���y��ֱ���M�б��^���羀�y�ߡ� 3�� �������� ���T�Á�z�ij�N�ض����������ߡ���Ҋ���У��z�⻬�A�����S�Ĺ⻬�O����Ҏ���Д����ݼy�����ݼy�ϸ��Ե��ݼy��Ҏ���Д����s�Π�ı���݆���ϸ��Եęz�Ӱ壬��ģ�M�b��ͨ�^�ԁ�z��b�侫�ȵĹ�����Ҏ�ȵȡ� 4��ͨ������ �҇����T�ό��Y�����^���εĜy���x���Q��ͨ�����ߡ����Θ˿��ߡ��⏽ǧ�ֳߡ��ٷֱ��ȡ� �� ���y�����ߵļ��g����ָ�� 1. ���ߵĘ˷Qֵ ��ע�����������Ԙ��������Ի�ָ����ʹ�õ���ֵ����������K�ϵijߴ磬���ڿ̾����ϵijߴ磬���ڽǶ����K�ϵĽǶȵȡ� 2. �ֶ�ֵ �y�����ߵĘ˳��ϣ������ɿ̾�����С��λ��ֵ������������ֵ֮���һ�⏽ǧ�ֳߵ���Ͳ�������ɿ̾�����������ֵ֮���0.01mm���tԓ�y�����ߵķֶ�ֵ��0.01mm���ֶ�ֵ��һ�N�y����������ֱ���x������С��λ��ֵ������ӳ���x�����ȵĸߵͣ�Ҳ�f����ԓ�y�����ߵĜy�����ȸߵ͡�
3. �y������ �����S���_���ȃȣ��y���������ܜy���ı��y��ֵ������ֵ������ֵ�ķ��������磬�⏽ǧ�ֳߵĜy��������0��25mm��25��50mm�ȣ��Cеʽ���^�x�Ĝy��������0��180mm�� 4. �y���� �ڽ��|ʽ�y���^���У��y�����ߜy�^�c���y�����g�Ľ��|�������y����̫�����������׃�Σ��y����̫С��Ӱ푽��|�ķ����ԡ� 5. ʾֵ�`�� �y���x����ʾֵ�c���y������ֵ֮�ʾֵ�`���ǜy���x���������N�`��ľC�Ϸ�ӳ����ˣ��x��ʾֵ�����ȵIJ�ͬ�����c��ʾֵ�`���Dz���ͬ�ġ�һ������m�����ȵ����K������Ӌ���˜�������z���y�����ߵ�ʾֵ�`�
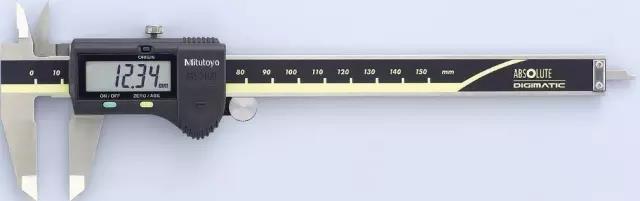
�����y�����ߵ��x�� ÿ�Μy��ǰ����Ҫ�������y��������������x��y�����ߣ����磬�L�������ߡ���⏽���β�ȿ��x�ÿ��ߡ��߶ȳߡ�ǧ�ֳߡ���ȳߣ��S�ֱ�����x��ǧ�ֳߡ����ߣ��ס�����x����Ҏ���KҎ�����ߣ��y�������ֱ�Ƕ��x��ֱ�dzߣ��y��Rֵ�x��RҎ���y����Ϲ���С������Ҫ���Ҫ��Ӌ����λ����r���x������Ԫ������Ԫ���y��䓲�Ӳ���x��Ӳ��Ӌ�� 1. ���ߵđ��� ���߿ɜy�����w�ăȏ����⏽���L�ȡ����ȡ���ȡ��β�߶ȡ���ȣ���������á�ʹ���������ߣ��ڼӹ��F��ʹ���l����ߵ����ߡ� ���@���ߣ����q��0.01mm��������Ϲ���С�����ȸߣ��ijߴ�y����
���������q��0.02mm,���ڳ�Ҏ�ߴ�y�� ��
�Θ˿��ߣ����q��0.02mm�����ڴּӹ��y�� ��
����ʹ��ǰ�����øɃ��İ����҉m�c�K��ȥ�����ÿ�����y���濨ס��Ȼ����Ȼ�������؏�2-3�μ��ɣ�
2. ǧ�ֳߵđ���

ǧ�ֳߜy�������r���{�����o������|�����r�������{���o���M���� ���ǡ��ǡ�����푺�ֹͣ�����@ʾ����̶����x�������� �y�����z�aƷ�r���y�����|���c�ݗU�p�p���|���aƷ���ɡ� ǧ�ֳߜy���S�ֱ���r�����ٜy���ɂ����Ϸ����ҷֶΜyȡ���ֵ�y���е�ǧ�ֳߣ��ɽ��|�摪���S�r�����坍���p�ٜy���`� 3. �߶ȳߵđ��� �߶ȳ���Ҫ�Á�y���߶ȡ���ȡ�ƽ��ȡ���ֱ�ȡ�ͬ�Ķȡ�ͬ�S�ȡ������X����ȡ��߶ȳߜy���r������Ҫ�z�y�^�����B�Ӳ�λ�Пo�ɄӬF��

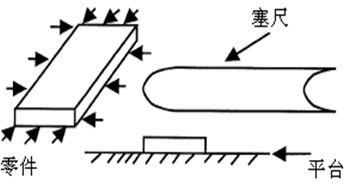
 ƽ��Ȝy�� �� ���������ƽ�_�ϣ������ߜy������cƽ�_֮�g���g϶��ע�⣺�y���r�����cƽ�_���֟o�g϶���o��B��
���������ƽ�_�����Dһ�ܣ������ߜy������cƽ�_֮�g���g϶��
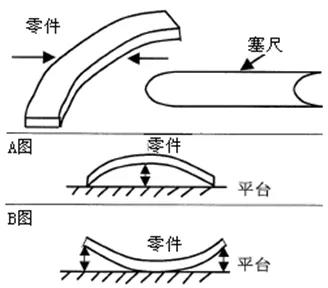
�����������ƽ�_�ϣ��xȡ���������ߜy������ɂȻ��в��cƽ�_֮�g���g϶��
�����y���ֱ�Ƕȵ�һ߅������ƽ�_�ϣ���һ߅ֱ�dz��c֮���o�������ߜy����Ʒ�cֱ�dz�֮�g�����g϶��
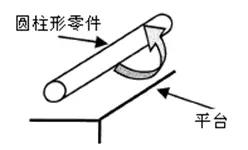
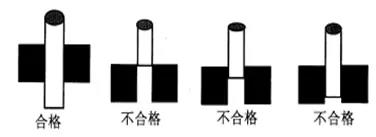
 ������^�]�к��m���Ҏ�r,�Ɍ��ɂ���Ҏ�دB����360�ȷ���y������Ҏ�̶��ڎ����Ե�V�ΉK�ϣ��ɷ�ֹ�Ʉӣ����ڜy����
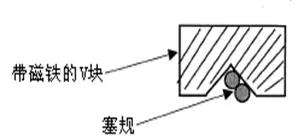
�ȿלy�������y���r��؞ͨ��ϸ����D��
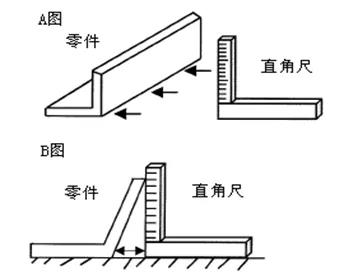
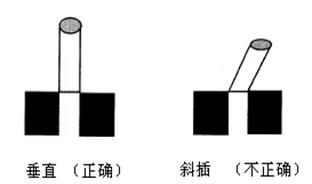
 ע�⣺��Ҏ�y���r���费ֱ���룬����б�塣
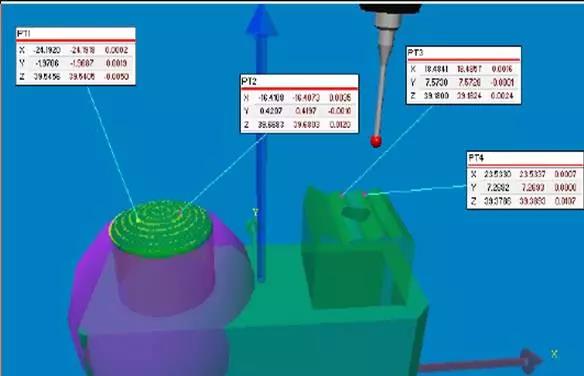
 6. ���ܜy���x������Ԫ����Ԫ��һ�N�����ܡ��߾������Եķǽ��|ʽ�Ĝy���x�����y�����ߵĸБ�Ԫ���c���y������治ֱ�ӽ��|����������ڙCе���õĜy����������Ԫͨ�^ͶӰ�ķ�ʽ�����ܲ����ĈD��ͨ�^��������ݔ����X�Ĕ����ɼ����У�֮����ܛ������X�@ʾ���ϳ����M������ϸ��N��Ԫ�أ��c�������A�������E�A�����Σ������x���Ƕȡ����c����λ����A�ȡ�ֱ���ȡ�ƽ�жȡ���ֱ�ȡ��Aб�ȡ�λ�öȡ�ͬ�Ķȡ����Q�ȣ��Ĝy����߀���M������݆��2D���L��CADݔ�������H���^�y������݆�������ң����ڲ����Ĺ����ı����Π�Ҳ���Ԝy����


7. ���ܜy���x��������Ԫ����Ԫ�����c�Ǹ߾��ȣ����_����m�������f���ԣ��ɴ����N�L�Ȝy���x�����������ڜy����Ԫ�أ����ɜy������Ԫ�ܜy����Ԫ���⣬߀�ɜy���A�����A�F������λ������ɜy������Ԫ�ܜy������λ�����⣬߀�����A���ȡ�ƽ�ȶȡ���݆���ȡ���݆���ȡ�ͬ�S�ȣ������s���棬ֻҪ����Ԫ�Ĝy�^���|���ĵط����Ϳɜy�����Ďγߴ���λ�ã�����݆������������Ӌ��C��ɔ���̎��������߾��ȸ������Լ������Ĕ����������ɞ�F��ģ�ӹ�������|�����C����Ҫ�ֶΡ���Ч���ߡ�
 ��Щģ�������У��]��3D�D�n���ɜy������Ԫ�صĵ�����ֵ����Ҏ�t�����݆����Ȼ�����L�Dܛ�������������y��Ԫ������3D�D�Σ����M�п��ٶ��o�`�ļӹ��c�ģ������O����ȡ�����c�y������ֵ����

 ��ʽӲ��ӋHR (�_ʽӲ��Ӌ�� ����Ӳ��ԇ������һ��픽Ǟ�120�ȵĽ���ʯ�A�F�ݻ�ֱ����1.59/3.18mm�������һ�����d�ɉ��뱻�y���ϱ��棬�ɉ�������������Ӳ�ȡ���������Ӳ�Ȳ�ͬ���ɷ֞����N��ͬ�Ę˶ȁ���ʾHRA��HRB��HRC�� HRA �Dz���60Kg�d�ɺ��@ʯ�F���������Ӳ�ȣ�����Ӳ�ȘO�ߵIJ��ϡ����磺Ӳ�|�Ͻ� HRB �Dz���100Kg�d�ɺ�ֱ��1.58mm��Ӳ�������õ�Ӳ�ȣ�����Ӳ���^�͵IJ��ϡ����磺�˻�䓡��T�F�� ���Ͻ��~�� HRC �Dz���150Kg�d�ɺ��@ʯ�F��������õ�Ӳ�ȣ�����Ӳ�ȺܸߵIJ��ϡ����磺���䓡��ػ�䓡��{�|䓺Ͳ��ֲ��P䓡� �S��Ӳ��HV(��Ҫ��ᘌ�����Ӳ�Ȝy���� �m�����@�R��������120kg�ԃȵ��d�ɺ�픽Ǟ�136��Ľ���ʯ�����F������������ϱ��棬�Üy�����ی��Ǿ��L�ȣ����m�����^�����^�����ӵ�Ӳ�Ȝy���� ����Ӳ��HL����yʽӲ��Ӌ�� ����Ӳ����һ�N�ӑBӲ��ԇ��Ӳ�Ȃ������ě_���w���c���y�����_���^���У��������1mm�r�ķ����ٶ��c�_���ٶȵı�ֵ����1000�����x������Ӳ��ֵ �� ���c������Ӳ����Փ���������Ӳ�ȃx��׃�˂��y��Ӳ�Ȝyԇ����������Ӳ�Ȃ�����С��һֻ�P���������Ղ����������a�F��ֱ�ӌ������M�и��N�����Ӳ�șz�y������������_ʽӲ�ȃx���y�Ԅ��εġ� |
�Ԓ��0513-88915838
������0513-88921838
���棺0513-88919965
����]�䣺htjd@www.hnslzzyc.com
��˾��ַ�����Kʡ���������l���169̖1��